 Vol. 3, N° 2
Vol. 3, N° 2
Julio - diciembre del 2021
ISSN – Online: 2708-3039
DOI: https://doi.org/10.47796/ing.v3i2.533
![]()
Artículo
original
Control de procesos:
una aplicación en el envasado de Concholepas
concholepas
Process
control: an application in the packaging of Concholepas
concholepas
Juan Carlos Romaina Flores[1]
![]() https://orcid.org/ 0000-0003-0856-2246
https://orcid.org/ 0000-0003-0856-2246
Recibido:
20/08/2021
Aceptado:
15/10/2021
Publicado:
19/11/2021
Resumen
La investigación se llevó a cabo en una empresa de producción
industrial y exportación de envasados de Concholepas
concholepas, situada en la ciudad de Tacna, Perú. Se determinó dos
variables de calidad que tienen relevancia en el producto final; el volumen del
envase y la proporción porcentual de proteínas en la unidad, seguidamente se
terminó el diagrama de medias, para la variable volumen en 452,356 g como
promedio del proceso, con límites de control superior, de 454,514 g y límite
inferior de 450,198 g, en cuanto a su rango se estableció la línea central o
promedio del rango en 3,74167 g con límite de control superior de 7,91171 g y
un límite inferior de 0,0 g. Para la proporción de proteínas, se observó una
proporción promedio de 15,24 % con límites de control superior e inferior de
16,40 % y 14,08. Respecto a su diagrama de rangos, se encontró un promedio del
rango de 2,0 %, con límite de control superior de 4,25 % y límite de control
inferior de 0,0 %. En los diagramas de
control se observa que el proceso en la producción respecto a volumen y la
proporción de proteínas de producto envasado, se encuentra en control
estadístico dado que todas las puntuaciones obtenidas se encuentran dentro de
los límites de control de calidad.
Palabras clave: Control de
procesos; control de variables; Cartas de control.
Abstract
The
research was carried out in an industrial production and packaging export
company of Concholepas concholepas located in the city of Tacna, Peru. Two
quality variables that have relevance in the final product were determined, the
volume of the container and the percentage proportion of proteins in the unit.
After that, the means end analisys
diagram was finished, for the variable volume in 452,356 g as average of the
process, with upper control limits of 454,514 g and lower limit of 450,198 g.
In regard to its range, the central line or average of the range was
established at 3.74167 g with an upper control limit of 7.91171 g and a lower
limit of 0.0 g. For the proportion of proteins, an average proportion of 15.24%
was observed with upper and lower control limits of 16.40% and 14.08.
Concerning its range diagram, an average range of 2.0% was found, with an upper
control limit of 4.25% and a lower control limit of 0.0%. In the control diagrams,
it is observed that the process in production with respect to volume and the
proportion of proteins in the packaged product is in statistical control since
all the scores obtained are within the limits of quality control.
Keywords: Process Control; Variable control;
Control charts.
1. Introducción
El control de calidad brinda herramientas
valiosas para el control de los procesos de producción en la industria como son
los diagramas de control, que proporciona medios para evaluar un proceso y
tomar decisiones, cuando este presenta signos de variabilidad en la
característica que estamos midiendo. Por ello, es vital en un proceso de
producción de bienes, bajo una mirada de la gestión de la calidad, tener
presente los procedimientos más adecuados para que la culminación del proceso
sea exitosa y para ello, desde un inicio se debe determinar cuál es la variable
relevante en el proceso de producción. A partir de este paso, se inicia un
verdadero cambio en la producción de bienes de la organización que deberá
culminar en productos que reúnan las características que los clientes
solicitan.
Es
importante observar los procesos de producción de las distintas empresas
dedicadas a la producción de bienes, tales como, conservas de pescado,
conservas de mariscos, conservas de carne, y otros, con la finalidad de
recomendar a los responsables de estas organizaciones de seguir un plan de
producción acorde con el control de la calidad, que ya es común en las empresas
de países importadores de exigir estándares de calidad en sus productos que
adquieren. En la producción de estos elementos se ha observado muy
frecuentemente, que son pocas las organizaciones de producción que siguen los
procedimientos que inspiran la calidad en los productos terminados.
Por ello, los responsables de las
empresas deberán tomar en cuenta las recomendaciones para incrementar sus
solicitudes de pedidos del exterior que, si fuera lo contrario, es decir, no
cumplen con los estándares señalados, pueden afectar la economía de sus
empresas.
El control de calidad en los últimos años
se ha constituido como un procedimiento obligado a cumplir por las empresas
dedicadas a la producción de artículos o productos alimenticios elaborados con
la finalidad de ingresar al mercado y observar la respuesta del consumidor
hacia estos productos.
Es por ello que se emplean de forma
estandarizada en los procesos de fabricación y particularmente se necesitan
métodos de control de calidad cada vez más exigentes para asegurar que cada
insumo empleado en su elaboración pueda conservar su calidad a través de todo
el procedimiento de fabricación, de tal modo que los productos terminados sean
envasados y ubicados de forma adecuada en los almacenes de las fábricas
productoras para el propósito que se persigue. El término "alimentos
procesados" abarca cientos de productos alimenticios transformados que se
encuentran en todos los hogares, desde los más sencillos, como productos de
panistería hasta los productos lácteos como ser la leche, mantequillas y
quesos, hasta los platos más sofisticados. En la actualidad, la demanda por
parte de los consumidores por disponer de un abanico de variedades de la
industria de la transformación se puede afirmar con mucha veracidad que se
encuentra en una constante evolución y por consiguiente un crecimiento
vertiginoso de la demanda de estos productos. En consecuencia, el proceso de
transformación va en aumento, lo que implica la necesidad de contar con métodos
de control de calidad cada vez más avanzados, con la simple finalidad de que
los insumos empleados conserven su calidad y por consiguiente el proceso de
fabricación sea cada vez más segura. Para este propósito, se hace una revisión
de algunos autores reconocidos sobre el concepto de calidad, a fin de dar valor
al estudio que venimos emprendiendo y que debe redundar en la sociedad
académica de nuestro país y también en la sociedad científica.
Así, Rivera Vilas, L.M. (1995) manifiesta
que “la calidad es la medida en que los niveles del conjunto de características
que ofrece un producto o servicio satisfacen unas necesidades expresadas o
implícitas de los consumidores”.
Del mismo modo, Juran, (1983) manifiesta
que la calidad es la adecuación para el
uso a que se destina. Deming, (1989) por su parte, define la calidad como
la "contribución a la satisfacción de las necesidades de los
clientes". Mientras que Crosby, (1995) manifiesta que es la "acomodación
a las exigencias de los clientes”, además Karl Albrecht (1990) conceptúa que la
calidad es esa propiedad intangible que
resulta de la diferencia entre el bien o servicio que se espera (E) y el que se
recibe (R).
Así mismo, las normas ISO la definen como
el “conjunto de características de una entidad que le confieren la aptitud para
satisfacer las necesidades reales, explícitas o implícitas”. Otros autores
definen la calidad como un “conjunto de atributos que hacen referencia de una
parte a la presentación, composición y pureza, tratamiento tecnológico y
conservación que hacen del alimento algo más o menos apetecible al consumidor y
por otra parte al aspecto sanitario y valor nutritivo del alimento”.
La Concholepa es una especie de marisco
gigante, conocido en el Perú como locos.
Estas especies se encuentran en los mares de Chile y Perú. En el caso de las
larvas de concholepas se ha descubierto que cuando se encuentran en estado de
competencia premetamórfica notablemente se asocian con la superficie del agua,
ubicándose en el epineuston costero (Di salvo, 1988). Se trata de una especie
dioica, con fertilización interna, sin evidencias externas de dimorfismo
sexual, pudiéndose determinar el sexo en animales vivos según la técnica
descrita por Castilla (1974).
La extracción y explotación de esta
especie en Chile y Perú, de acuerdo con los antecedentes, es una tradición
prehistórica, dado que se remonta a épocas pasadas. Una prueba de ello es, que
se encontraron vestigios muy antiguos en suelos peruanos y chilenos de los
locos, lo que explica que se trata de una especie como recurso, muy importante
en la nutrición del hombre primitivo. La historia da cuenta que en el norte de
Chile se encontraron importantes yacimientos de concholepas enterradas con una
antigüedad de más de 6000 años. Por su naturaleza de la especie, resulta
difícil su extracción comercial, por lo que el proceso de captura lo
desarrollan los pescadores artesanales.
|
Figura 1 Concholepas
concholepas |
|
|
|
Nota. A la izquierda se muestra la cara
inferior del gran pie muscular, limpio y cocido. A la derecha, otra concha,
también limpia y desprovista de materia extraña. |

Cartas de control de variables
Son aquellas herramientas que buscan de manera técnica
analizar el desempeño de un proceso de producción a través del tiempo. En este
análisis es importante distinguir las variaciones que suelen ocurrir en el
proceso, ya sea mediante las variaciones inherentes al sistema mismo que se
definen como las variaciones comunes y las variaciones especiales llamadas
también atribuibles, ya sea a las máquinas, equipo o al operario mismo.
Las cartas
de control detectan las variaciones comunes, que son difíciles de corregir, pero
que al mismo tiempo son pequeñas. Las dificultades se presentan cuando ocurren
variaciones atribuibles, que por su naturaleza son variaciones que pueden detener
un proceso por su magnitud a fin de evitar que los productos puedan salir al
mercado y ocasionen retrasos en la organización.
Los
elementos de una carta de control básicamente son tres: la línea de control
superior (LCS), la línea de control inferior (LCI) y la línea central (LC), en
el caso de una carta de control de medias las formulaciones se presentan a
continuación:

En donde la ![]() es la media de
las medias de las muestras,
es la media de
las medias de las muestras, ![]() desviación
estándar del proceso. Con la aplicación de los límites de control se tendrá una
probabilidad alta de que los valores que se registraron estén dentro de los
límites señalados. Dado que los datos registrados con frecuencia siguen una
distribución normal, entonces la probabilidad que los datos estén dentro de los
límites es de aproximadamente del 99,73 %. Sin embargo, a fin de sistematizar
el cálculo de los límites puede emplearse las ecuaciones que se presentan
seguidamente.
desviación
estándar del proceso. Con la aplicación de los límites de control se tendrá una
probabilidad alta de que los valores que se registraron estén dentro de los
límites señalados. Dado que los datos registrados con frecuencia siguen una
distribución normal, entonces la probabilidad que los datos estén dentro de los
límites es de aproximadamente del 99,73 %. Sin embargo, a fin de sistematizar
el cálculo de los límites puede emplearse las ecuaciones que se presentan
seguidamente.

En la cual los valores ![]() son valores de
la tabla de control para la construcción de límites y
son valores de
la tabla de control para la construcción de límites y ![]() representa el
rango promedio de los datos.
representa el
rango promedio de los datos.
Para el caso de un diagrama de control de rangos, las
expresiones que se emplean son las que se señalan en la ecuación 3.

Los valores ![]() son valores
extraídos de una tabla para la construcción de gráficos de control.
son valores
extraídos de una tabla para la construcción de gráficos de control.
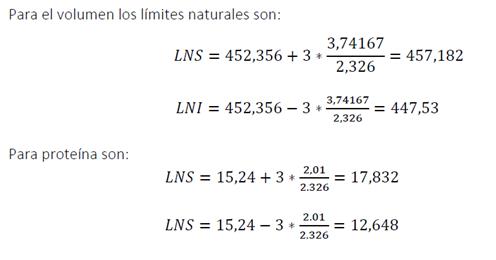
Así mismo, en todo proceso de control de la producción
de un bien o servicio existe lo que se denomina los límites naturales, que son
aquellos cuyo origen es la filosofía de la distribución normal, que cuando se
traslada tres unidades estándar a partir de la media la probabilidad de incluir
a los valores de la distribución es aproximadamente del 99,73% de los datos. En
este caso los límites naturales lo escribimos del siguiente modo:

Dónde: LNS:
Límite natural superior
LNI: Límite
natural inferior
LC: Línea central
Sin embargo, dado que en la práctica algunas veces no
se conoce la desviación estándar, entonces recurrimos a lo siguiente: ![]() de manera que
los límites naturales quedan como se aprecia en la ecuación 1.4.
de manera que
los límites naturales quedan como se aprecia en la ecuación 1.4.

Donde ![]() es un valor de la tabla de cartas de control del
apéndice A.
es un valor de la tabla de cartas de control del
apéndice A.
Capacidad del proceso
Uno de los objetivos de las cartas de control es medir la
capacidad de un proceso de producción, dado que estos procedimientos permiten
aumentar la productividad y reducir los costos de producción. Así mismo, son
herramientas que reducen riesgos de obtener productos defectuosos manteniendo
el proceso de producción bajo control estadístico. Cuando se experimenta un
aumento en la productividad, se refleja en que la proporción de artículos
conformes va en aumento y, por tanto, la revisión de desechos se reduce al
mínimo incidiendo concretamente en menores costos de calidad.
Cuando se requiere medir la capacidad de un proceso, se
compara las tolerancias del proceso y la capacidad natural de un proceso, que
se define como 6σ.
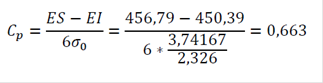
El índice de capacidad de un proceso Cp, se define como la
relación entre los límites de tolerancia y la capacidad del proceso:

En la cual Es
es la especificación superior y Ei es especificación
inferior. Este valor indica que el proceso es capaz de cumplir con las
especificaciones determinadas por los responsables de la organización antes de
iniciar el proceso de producción.
2.
Objetivo
Los objetivos son determinar las
características de calidad en la producción de productos industriales referidos
a la producción industrial de locos mediante los límites de control de
variables para las variables de calidad seleccionadas para el proceso de
producción, así mismo determinar los límites naturales del proceso para el
proceso de producción y el índice de capacidad del proceso.
3.
Metodología
Para el desarrollo de la
investigación, se empleó el diagrama de control como herramienta de control de
calidad de las características requeridas, se midió el
proceso de producción de mariscos locos o pie de burro (Concholepas concholepas), en la producción de conservas de 250
gramos de volumen que se midió de la población de envases, calculando un
promedio del volumen, de los cuales se registraron 120 envases para la
investigación, tomando cinco cada media hora hasta completar las 24 muestras.
Como variables de calidad se midió el volumen del envase expresado en libras y
la proporción de proteína en porcentajes. Se emplea además las mediciones
estadísticas, diagramas de control.
4.
Resultados
Control de volumen
De acuerdo con los
requerimientos de productos envasados de la especie Concholepas concholepas, conocido como “locos”, los envases deben
tener un volumen de 1 libra o aproximadamente 453,59±3,2 gramos. Empleando esta
unidad, se inició el proceso de producción, con toma de muestra cada media hora
en fábrica, iniciando el registro a partir de las 6 horas hasta 18 horas, tal
como se muestra en la tabla 1.
Control de Proteína
De forma similar, al anterior
existen especificaciones respecto al contenido en promedio de 15,9%±1,2. Con el
empleo de esta característica de calidad se inició el proceso de producción,
con toma de muestra cada media hora en fábrica y también se empezó el registro
a partir de las 6 horas hasta 18 horas, según la tabla 2.
|
Tabla 1 Distribución de muestras de Concholepas concholepas
tomadas cada ½ hora, en volumen (g) |
|||||||
|
1 |
2 |
3 |
4 |
5 |
|
R |
|
|
1 |
452,6 |
452,8 |
452,9 |
451,9 |
452,4 |
|
|
|
2 |
451,3 |
450,3 |
450,8 |
453,1 |
452,7 |
|
|
|
3 |
450,3 |
451,3 |
451,7 |
450,1 |
452,4 |
|
|
|
4 |
451,0 |
451,3 |
451,1 |
451,7 |
450,2 |
|
|
|
5 |
454,3 |
453,2 |
451,3 |
452,6 |
450,2 |
|
|
|
6 |
451,3 |
450,1 |
452,3 |
456,3 |
452,9 |
|
|
|
7 |
450,1 |
450,2 |
453,7 |
450,1 |
453,4 |
|
|
|
8 |
450,3 |
451,0 |
450,0 |
454,2 |
452,3 |
|
|
|
9 |
451,6 |
450,3 |
450,7 |
452,1 |
450,2 |
|
|
|
10 |
450,3 |
453,1 |
452,8 |
450,8 |
451,3 |
|
|
|
11 |
452,8 |
452,9 |
452,1 |
453,2 |
455,1 |
|
|
|
12 |
453,2 |
453,1 |
453,5 |
453,9 |
453,1 |
|
|
|
13 |
455,6 |
454,1 |
450,3 |
451,9 |
453,6 |
|
|
|
14 |
452,3 |
455,6 |
455,4 |
453,7 |
454,4 |
|
|
|
15 |
448,9 |
451,7 |
452,3 |
451,7 |
452,8 |
|
|
|
16 |
454,0 |
453,9 |
451,3 |
451,3 |
452,6 |
|
|
|
17 |
455,6 |
452,7 |
453,9 |
455,1 |
450,3 |
|
|
|
18 |
451,2 |
453,2 |
454,1 |
449,3 |
449,2 |
|
|
|
19 |
448,6 |
449,3 |
452,7 |
453,6 |
451,8 |
|
|
|
20 |
454,2 |
455,2 |
453,4 |
454,2 |
453,8 |
|
|
|
21 |
448,7 |
452,3 |
456,5 |
455,6 |
453,7 |
|
|
|
22 |
453,2 |
454,1 |
456,3 |
451,2 |
449,1 |
|
|
|
23 |
451,3 |
453,2 |
454,6 |
451,0 |
452,0 |
|
|
|
24 |
450,3 |
451,3 |
454,6 |
455,1 |
452,3 |
|
|
|
Tabla 2 Distribución de
muestras de Concholepas concholepas
tomadas cada ½ hora, según tasa de proteínas (%) |
|||||||
|
Muestra |
1 |
2 |
3 |
4 |
5 |
|
R |
|
1 |
14,5 |
14,3 |
15,9 |
16,7 |
15,2 |
|
|
|
2 |
14,3 |
13,9 |
16,9 |
16,4 |
15,7 |
|
|
|
3 |
13,2 |
13,9 |
14,5 |
13,7 |
15,4 |
|
|
|
4 |
14,6 |
15,9 |
15,8 |
15,4 |
14,8 |
|
|
|
5 |
13,9 |
14,3 |
15,7 |
16,4 |
15,3 |
|
|
|
6 |
15,9 |
14,8 |
16,3 |
16,4 |
15,7 |
|
|
|
7 |
14,6 |
14,8 |
16,3 |
16,2 |
15,7 |
|
|
|
8 |
15,3 |
14,8 |
15,8 |
13,7 |
16,4 |
|
|
|
9 |
16,8 |
16,2 |
15,7 |
13,8 |
14,9 |
|
|
|
10 |
15,3 |
14,8 |
15,9 |
16,2 |
14,7 |
|
|
|
11 |
14,6 |
13,7 |
15,4 |
15,2 |
16,3 |
|
|
|
12 |
15,1 |
16,2 |
15,7 |
13,6 |
15,7 |
|
|
|
13 |
14,9 |
13,8 |
14,7 |
15,9 |
16,2 |
|
|
|
14 |
13,2 |
15,9 |
16,3 |
15,6 |
14,3 |
|
|
|
15 |
15,6 |
15,3 |
16,7 |
15,4 |
16,3 |
|
|
|
16 |
15,1 |
14,8 |
13,9 |
15,3 |
16,1 |
|
|
|
17 |
16,3 |
14,6 |
15,9 |
14,8 |
14,0 |
|
|
|
18 |
15,6 |
15,9 |
15,7 |
14,8 |
16,1 |
|
|
|
19 |
13,6 |
15,3 |
14,7 |
16,2 |
15,7 |
|
|
|
20 |
15,6 |
15,7 |
16,5 |
15,3 |
14,3 |
|
|
|
21 |
14,3 |
14,7 |
14,1 |
14,8 |
15,0 |
|
|
|
22 |
15,2 |
16,3 |
14,0 |
16,7 |
16,3 |
|
|
|
23 |
13,7 |
15,6 |
14,9 |
16,3 |
14,8 |
|
|
|
24 |
13,6 |
15,3 |
16,9 |
15,4 |
13,7 |
|
|
Análisis
del volumen
Para conocer si el proceso está en control estadístico
o no, se realizó el análisis del volumen del envase que recurre a Cartas de
control de variables, con la finalidad de presentar un gráfico de control y
observar si el proceso está bajo control estadístico o se encuentra fuera de
control.
El procedimiento para el cálculo de las mediciones
relevantes es:
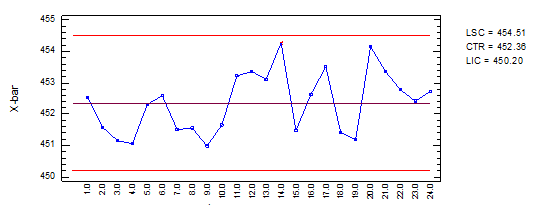
Culminado este procedimiento se construyen los límites
de control siguiendo las expresiones señaladas en la ecuación 1. Tras el
análisis de la información recogida que se muestra en la figura 1, se observa
que el proceso está bajo control, con una media del proceso de 452,356 g y los
límites de control superior 454,514 g y como límite de control inferior 450,198
gramos:
![]()
![]()
![]()
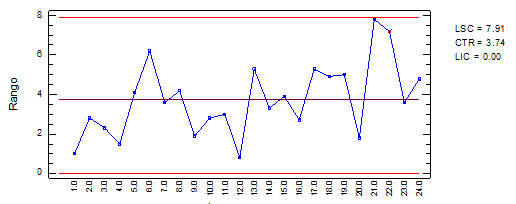
En cuanto al gráfico de rangos, estos muestran
igualmente un resultado positivo puesto que el proceso está bajo control
estadístico, proporcionando los siguientes datos: límite de control superior
(LCS) 7,91171, la línea central igual (LC) a 3,74167, y el límite de control
inferior (LCI) igual 0,0, tal como se observa en la figura 2:
![]()
![]()
![]()
|
Figura 1 Gráfico de
control para volumen |
|
|
|
Figura 2 Gráfico de
control de rangos para volumen |
|
|
Análisis del Proteínas
Al analizar proteínas se fijó como supuesto de
comprobación que el contenido en los envases estaba bajo control estadístico o
se encontraba fuera de control. Para ello se recurrió a cartas de control de
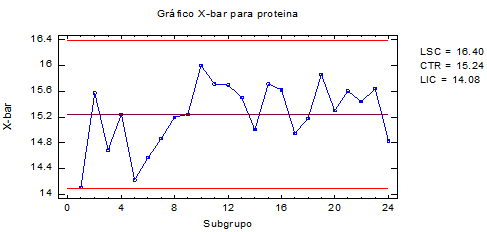
variables con la finalidad de presentar un gráfico de control. Se realizó el
análisis de la información recogida que se observan en las figuras 3 y 4.
Al observar los resultados de la carta para la media
del proceso, se evidencia con toda certeza que el proceso está bajo control
estadístico, con LCS igual a 16,40 %, con una línea central, de 15,24 % y el
LCI de 14,08 %.
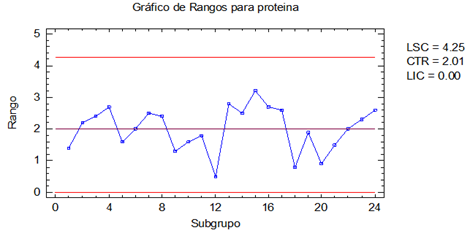
En cuanto al gráfico de rangos ![]() o de amplitudes
mostrado en la figura 4, se puede notar
que el proceso se encuentra bajo control estadístico con un LCS de 4,25, la
línea central igual a 2,01 y el LCI igual a cero.
o de amplitudes
mostrado en la figura 4, se puede notar
que el proceso se encuentra bajo control estadístico con un LCS de 4,25, la
línea central igual a 2,01 y el LCI igual a cero.
|
|
|
Figura 3 Carta de
control para proteínas |
|
|
|
Figura 4 Cartas de
control de rangos para proteínas |
|
|
Determinación de los límites naturales
De acuerdo con Gutiérrez (1997), los límites naturales
son aquellos que reflejan la realidad de la variación de las variables de
manera individual y son calculados mediante la estimación de la desviación
estándar y el promedio de los rangos, de acuerdo con la ecuación 7.

Para el presente estudio ![]() se representa
el promedio del volumen de los envases, así como el contenido de proteínas.
se representa
el promedio del volumen de los envases, así como el contenido de proteínas. ![]() es un valor que
se toma de la tabla para cartas de control del apéndice.
es un valor que
se toma de la tabla para cartas de control del apéndice.
Determinación de la capacidad del proceso
Para el cálculo de este indicador, se procede a emplear la ecuación y
para el caso de volumen del envase de
locos, se procede del siguiente modo:
En el caso del porcentaje de proteínas en los envases
de locos el índice de capacidad fue de:
De acuerdo con estos resultados, se puede observar
que, si bien el proceso de producción de locos está bajo control estadístico,
es decir, muestra estabilidad, no es capaz de cumplir con las especificaciones
porque, de acuerdo con los estándares planteados por Gutiérrez (1997), el
índice debe ser mayor de 1 para cumplir con la capacidad del proceso.
5.
Discusión
A raíz de los hallazgos en la
investigación, se observa que los resultados esperados, sobre todo; las
variables consideradas en el experimento, para realizar el análisis del volumen
del envase recurre a cartas de control de variables con la
finalidad de presentar un gráfico de control y observar si el proceso está bajo
control estadístico o se encuentra fuera de control.
Se realizó el análisis de la información recogida que
se observan a continuación.
De acuerdo con los resultados obtenidos y mostrados en
la figura 1, se puede afirmar que el proceso está bajo control, con una media
del proceso de 452,356 g y los límites de control superior 454,514 g y como
límite de control inferior 450,198 g.
En cuanto al gráfico de rangos, estos muestran igualmente un
resultado positivo puesto que el proceso está bajo control estadístico, proporcionando
los siguientes datos: límite de control superior (LCS) 7,91171, la línea
central igual (LC) a 3,74167, y el límite de control inferior (LCI) igual 0,0.
Los resultados del proceso de
producción se encuentran en control estadístico, la ilustración de estos
resultados se observa en las figuras 1 y 2, en la que se aprecia gráficamente
que el proceso, tanto para la media del
proceso como para el rango, muestra estar en un control estadístico.
Del mismo modo, el contenido de proteína recurre a
cartas de control de variables con la finalidad de presentar y realizar un
análisis de los resultados, un gráfico de control y observar si el proceso de
porcentaje de proteínas está bajo control estadístico o se encuentra fuera de
control, tal como se observa en la figura 3 y 4.
Después de observar los resultados de la carta para la
media del proceso, se puede afirmar que el proceso está bajo control
estadístico, con LCS igual a 16,40 %, con una línea central de 15,24 % y el LCI
de 14,08 %, de acuerdo a lo que se observa en la
ecuación.
Referente al gráfico de rangos
R o de amplitudes mostrado en la figura 4, se puede notar que el proceso se
encuentra bajo control estadístico con un LCS de 4,25, la línea central igual a
2,01 y el LCI igual a cero.
6.
Conclusiones
Se ha determinado las
características de calidad de la especie Concholepas
concholepas, el volumen de los envases de producción y el porcentaje de proteínas
de estos. El volumen de producción de los envases mostró un promedio de 452,356
g con un LCS igual a 454,514 y un LCI de 450,198 g respecto al porcentaje de
proteínas, este alcanzó un promedio de 15,24 % con un LCS de 16,40 % y un LCI
de 14,08. Las variables consideradas en
la investigación muestran estar en control estadístico de calidad, dado que los
valores observados en las figuras 1 y 3 están dentro de los límites de control.
Así mismo, los límites naturales volumen fueron 457,182 y 447,53
respectivamente y para el porcentaje de proteínas fueron de 17,832 y 12,648.
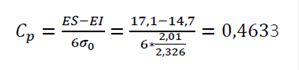
Finalmente, el índice de
capacidad del proceso fue de 0,663 y 0,463 para ambas variables, lo que
determinó que en ambos casos el proceso no es capaz de cumplir con las
especificaciones.
7.
Referencias Bibliográficas
Albrecht,
Karl (1990). La Revolución del servicio.
Edit Legis:
Colombia
Crosby, Philip B. (1995). Reflections on Quality. McGraw-Hill.
150pag.
Di Salvo L (1988) Observation on the
larval and postmethamorphic life of Concholepas concholepas (Brugiere 1789) in
laboratory cultures. The
Veliger, 30, 358-368.
Deming
E. (1989). Calidad, Productividad y
Competitividad. La salida de la crisis. Ediciones Diaz de santos. 412.
Madrid.
Duncan,
A.J. (1990). Control de calidad y
estadística industrial. Ed.
Alfaomega.
Feigenbaum,
A.V. (1991) Control total de la calidad.
Ed. Cecsa.
Grant E. y R. S. Leavenworth. (1980).
Control estadístico de calidad. Ed.
Cecsa.
Gutiérrez
P. Humberto. (1997). Calidad Total y
Productividad. Mcgraw-Hill/Interamericana Editores S.A. de C.V, México
Hansen
B., P. Ghare (1990). Control de calidad.
Ed. Díaz de Santos
Ishikawa
K. (1985). Guía de control de calidad.
Ed. Unipub
Ishikawa
k. (1994). Introducción al Control de
Calidad. Editorial Diaz de Santos
Juran
J.M. (1983). Manual de control de calidad.
Ed. Reverté.
Lourenço
Ruy. (1994). Control estadístico de
calidad. Ed. Paraninfo.
Maseda
A. Pola. (1999). Aplicaciones de la
Estadística al Control de Calidad. Ed. Pons (Bibliomat)
Montgomery
D.C. (1991). Control estadístico de la
calidad. Grupo Editorial
Iberoamericana.
Peña,
Daniel (1986). Estadística: Modelos y
métodos. Tomo 1. Fundamentos. Ed. Alianza.
Prat,
A.; Tort-Martorell, X.; Grima, P.; Pozueta, L. (1994). Métodos Estadísticos. Control y mejora de la Calidad. Ediciones
UPC. Barcelona.
Rivera
Vilas, L.M (1995). Gestión de Calidad
Agroalimentaria. Ed. Mundi-Prensa.